Plastics Processes
Content
1) Processing Thermoplastics
1.1 Blown Film
1.2 Extrusion Blow Moulding
1.3 Extrusion Profiles & Sheet
1.4 Injection Blow Moulding
1.5 Injection Moulding
1.6 Injection Moulding (Gas Assisted)
1.7 Injection Stretch Blow Moulding
1.8 Insert Moulding
1.9 Machining of Plastics
1.10 Moulding Expanded Polypropylene (EPP)
1.11 Moulding Expanded Polystyrene (EPS)
1.12 Process Cooling
1.13 Rotational Moulding
1.131 Rotational Moulding (Materials)
1.14 Structural Foam
1.15 Thermoforming
1.16 Vacuum Forming
1.17 Other Extrusion Processes
2) Processing Thermosets
2.1 Compression Moulding
2.2 Pultrusion
2.2 Resin Transfer Moulding
2.3 SMC / DMC Moulding
2.4 Other GRP Moulding Techniques
3) Secondary Manufacturing Processes
3.1 Welding
3.2 Thermoplastic Fabrication
3.3 Hard Coating Process
4) Pre-Processing Technologies
4.1 Drying of Polymer
4.2 Blending and Dosing
5) Recycling
6) Static Control Problems in the Plastics Industry
7) Process Costing Guide
1) Processing Thermoplastics
1.1 Blown Film
Overview:
The process involves extrusion of a plastic through a circular die, followed by "bubble-like" expansion.
Typical Materials Used:
Mainly Polyethylenes (HDPE, LDPE and LLDPE) but a wide variety of other materials can be used as blends with these resins or as single layers in a multi-layer film structure. these include PP, PA and EVOH
Typical Products Produced:
Industry packaging (e.g. shrink film, stretch film, bag film or container liners), Consumer packaging (e.g. packaging film for frozen products, shrink film for transport packaging, food wrap film, packaging bags, or form, fill and seal packaging film), Laminating film (e.g. laminating of aluminium or paper used for packaging for example milk or coffee), Barrier film, films for the packaging of medical products, Agricultural film (e.g. greenhouse film, crop forcing film, silage film, silage stretch film).
1.2 Extrusion Blow Moulding
Overview
The blow moulding machine is based on a standard extruder barrel and screw assembly to plasticise the polymer. The molten polymer is led through a right angle and through a die to emerge as a hollow (usually circular) pipe section called a parison.
click here to view a large image
Typical Materials Used:
Polypropylene (PP), Polyethylene (PE), Polyethylene - Terephthalate (PET) and Polyvinyl chloride (PVC)
Typical Products Produced:
Bottles and containers, Automotive fuel tanks, Venting ducts, Watering cans and Boat fenders etc
1.3 Extrusion Profiles & Sheet
Overview
Along with Injection moulding, Pro-file Extrusion of plastics materials is a widely used method of forming plastics materials. The Plastic raw material is both melted and trav-ersed along by the action of heated rotary screws. It is a continuous process and is thus able to manu-facture long lengths of a product. This is ideal for such applications as pipes and gaskets. However very often the continuous extrusion is cut into application lengths
Typical Materials Used:
HDPE, PVC and and PTFE filled PVC
Typical Products Produced:
Land Drainage Tubing, Animal Feeding Troughs, Cable Harness, Door Seals, Light Diffusers, Electrical Conduit and Cable Protector, Rainwater Pipes and Guttering, Facia & Soffit Sections, Curtain Track, Fridge Seals, Edge Trim, Caravan Window Surrounds, Garden Fence Posts & Decking, Blood Drip Tubes & Catheter Tubes, Dip Tubes, Gas Pipes, Water Pipes, Soil Pipes and Window, Door and Conservatory Sections
1.4 Injection Blow Moulding
Overview
Injection blow moulding is used for the Production of hollow objects in large quantities. The main applications are bottles, jars and other containers. The Injection blow moulding process produces bottles of superior visual and dimensional quality compared to extrusion blow moulding. The process is ideal for both narrow and wide-mouthed containers and produces them fully finished with no flash.
Typical Materials Used:
Polyethylene (Low Density) LDPE, (LLDPE), Polypropylene (PP), Polyethylene - Terephthalate (PET), Polyvinyl chloride (PVC), Polyethylene (High Density) HDPE)
Typical Products Produced:
Plastic Bottles
1.5 Injection Moulding
Overview
Injection Moulding (or Molding to use the US spelling), along with extrusion ranks as one of the prime processes for producing plastics articles. It is a fast process and is used to produce large numbers of identical items from high precision engineering components to disposable consumer goods.
click here to view a large image
Typical Materials Used:
Acrylonitrile-Butadiene-Styrene (ABS), Nylon (PA), Polycarbonate (PC), Polypropylene (PP) and Polystyrene (GPPS)
Typical Products Produced:
Power-tool housing, Telephone handsets, Television Cabinets, Electrical Switches, DVDs, Automotive bumpers, Automotive dash boards, Battery Casings, Syringes, Drug Inhalation Units, Disposable razors, washing-up bowls, Wheelie bins, Crates/Recycling boxes and Bottle Lids/closures
sponsored by:
1.6 Injection Moulding (Gas Assisted)
Overview
Developments over the past years in Gas Assisted Moulding or (Gas Assisted Molding to use the US spelling or Gas Injection Moulding being a common reference term) have resulted in advances in the way in which injection moulded components are manufactured. Enhanced quality, reduced cycle times and component weight reductions can be achieved by the process.
click here to view a large image
Typical Materials Used:
Acrylonitrile-Butadiene-Styrene
Typical Products Produced:
Power-tool housing, Telephone
1.7 Injection Stretch Blow Moulding
Overview
Injection stretch blow moulding is used for the production of high quality containers.
click here to view a large image
Typical Materials Used:
Polyethylene - Terephthalate (PET)
Typical Products Produced:
Carbonated and soft drink bottles, Cooking oil containers, Agrochemical containers Health and oral hygiene products and Bathroom and toiletry products
1.8 Insert Moulding
Overview
Inserts can either be incorporated at the time of the moulding process, or be inserted as a post moulding operation. When incorporated as part of the moulding process, the inserts can either be loaded by robot assistance or by the process operator. If the inserts are applied as a post moulding operation, they can usually be applied any time after the moulding process. In some cases, they are inserted as part of a series of post moulding operations. This helping to minimize the actual cost of insertion. The fundamentals of process speed (and economics), and process repetition must be borne in mind when making the decision when to apply the insert. It is not good practice to allow the cycle time to vary from shot to shot; this can have an adverse effect on the quality
click here to view a large image
sponsored by:
 |
1.9 Machining of Plastics
Where a plastics component is specified and the numbers to be used are not large, then machining the component becomes more economical.
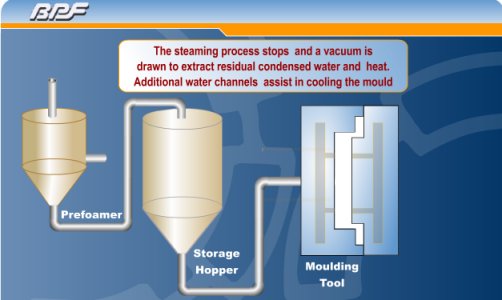
1.10 Moulding Expanded Polypropylene (EPP)
Overview
EPP is a highly versatile closed-cell bead foam that provides a unique range of properties, including outstanding energy absorption, multiple impact resistance, thermal insulation, buoyancy, water and chemical resistance, exceptionally high strength to weight ratio and 100% recyclability. EPP can be made in a wide range of densities, from 15 to 200 grams per litre, which are transformed by moulding into densities ranging from 18 to 260 grams per litre. Individual beads are fused into final product form by the steamchest moulding process resulting in a strong and lightweight shape.
sponsored by:

1.11 Moulding Expanded Polystyrene (EPS)
Overview
Expanded polystyrene (EPS) is used for the production of a number of applications. However its major application is as a protective packaging for consumer electronic products and white goods. Its excellent thermal insulation and mechanical protection properties make it ideal to package fish and other foodstuffs. EPS also has applications in horticulture as seed trays. The outstanding shock absorbency of expanded polystyrene packaging ensures the protection of a broad range of products.
click here to view a large image
sponsored by:

1.12 Process Cooling
Overview
The necessity to cool or chill plastics processing machinery is mainly related to thermoplastic materials. At room temperature thermoplastic materials (polypropylene, nylon and PET etc) are solid. In order to shape them they must first be heated to their molten temperature. When molten, they can then be manipulated (injection moulded, extruded etc) to a new shape. When formed to their new shape they must then be cooled to solidify them. Considerable amounts of heat energy have to be extracted from the material, the tooling and the machinery that is doing the forming.
click here to view a large image
1.13 Rotational Moulding
Overview
Rotational moulding (often referred to as Rotamoulding or Rotomoulding) is a process used for producing hollow plastic products. By using additional post-moulding operations, complex components can be produced enabling the process to compete effectively with other moulding and extrusion practices.
click here to view a large image
Rotational moulding differs from other processing methods in that the heating, melting, shaping, and cooling stages all occur after the polymer is placed in the mould, therefore no external pressure is applied during forming.
This provides the following advantages Economically produced large products, Minimum design constraints, Stress-free products, No polymer weld lines and Comparatively low mould costs.
sponsored by:

1.131 Rotational Moulding (Materials)
Overview
Rotational Moulding (American sp. molding) is a unique process that is very versatile and is virtually unlimited in the shapes and products that can be produced.
Designers and moulders are pushing the limits and demanding a wider variety of materials to meet more challenging applcations.

Examples of materials
As the process requires the material to be subject to much longer heat cycles compared to other processes such as injection and blow moulding, materials for Rotational moulding require an enhanced heat stabilisation additive package to prevent oxidation and break down of the material properties. In addition all Rotational moulding grades supplied should contain a UV stabilisation additive package making them ideal for outdoor as well as indoor applications. Therefore materials available on the general market for other processes should not be used for Rotational moulding.
For these reasons and due to the lower volumes used worldwide for the Rotational moulding process, the materials that are available are limited from the thermoplastic suppliers.
sponsored by:
![]()
Overview
Structural Foam is a term commonly used to describe thermoplastic injection moulding components made by the injection moulding process which have a cellular core. A cellular plastic is one in which the outer surface is denser than the inner layers. The core of the moulding is of a honeycomb nature and less dense than the outer surface. The combination results in a moulding of a high stiffness ratio compared with non-structural foam (compact) mouldings.
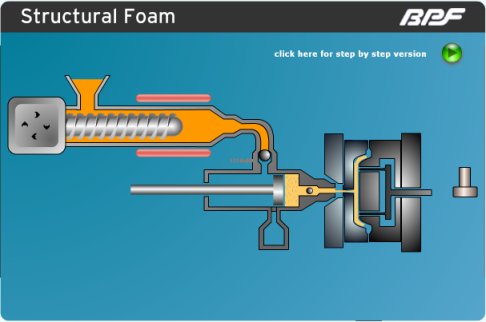
click here to view a large image

1.15 Thermoforming
Overview
Thermoforming has close similarities with Vacuum Forming except that greater use is made of air pressure and plug assisted forming of the softened sheet. The process is invariably automated and faster cycle times are achieved than in the Vacuum Forming process. Only thermoplastics sheet can be processed by this method.
click here to view a large image
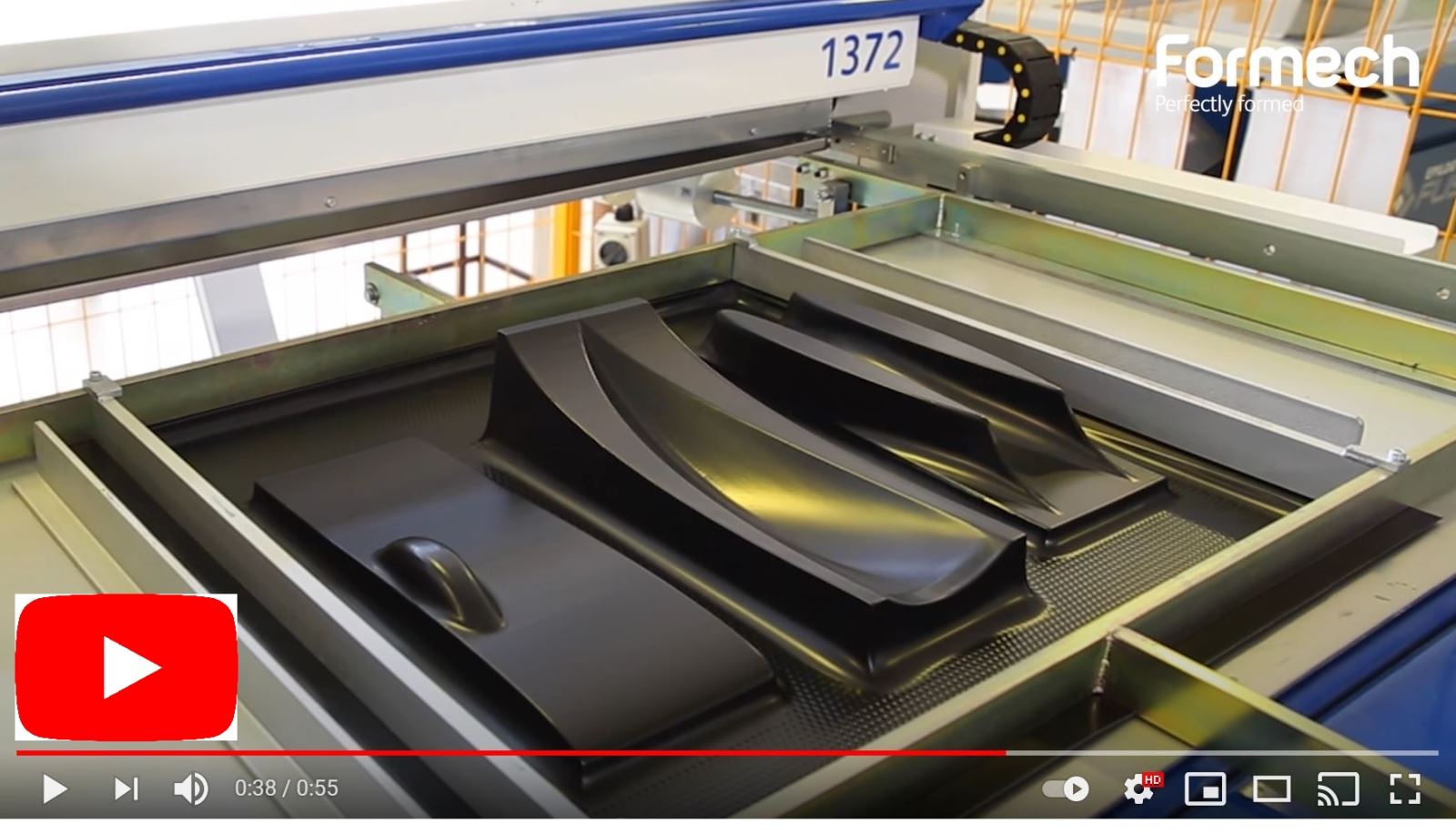
1.16 Vacuum Forming
Overview
Thermoforming is one of the oldest and most common methods of processing plastic materials. Vacuum formed products are all around us and play a major part in our daily lives. The process involves heating a plastic sheet until soft and then draping it over a mould. A vacuum is applied sucking the sheet into the mould. The sheet is then ejected from the mould. In its advanced form, the vacuum forming process utilizes sophisticated pneumatic, hydraulic and heat controls thus enabling higher production speeds and more detailed vacuum formed applications.
sponsored by:

1.17 Other Extrusion Processes
Extrusion of Cast Film
Description: From a silt die melt is fed onto a roll or band to produce thin film.
Notable Points: High gloss finish on very thin film.
Calendering of Thin Sheet/Film
Description: Production of precision thin sheet/film by passing through a series of rolls.
Applications: Decorative sheet for flooring. Protective sheet. Stretch wrap film.
Notable Points: Exclusively for long runs.
Coextrusion/Laminating
Description: Production of sheet with layers of different materials.
Applications: Packaging, refrigerator door liners, outdoor applications.
Notable Points: Sheet has improved balance of properties.
2) Processing Thermosets
2.1 Compression Moulding
Overview
Compression Moulding is perhaps the next most common technique for moulding thermosets. Compound or blend is placed in mould and heated under pressure within the platens of a steam-heated press. When reaction is complete, product is cooled and ejected. Compression moulding is a batch, as opposed to continuous process. Press moulding Material is charged to a large press with flat platens, generally in the form of a 'pre-preg'. Heat and pressure are applied to react the mixture and convert it into the finished product. This technique is used for large mouldings and some sheet products. As with compression moulding, this is a rather slow process.
2.2 Pultrusion
Overview
The Pultrusion process starts by pulling/drawing continuous reinforcements (in rovings or mat / roving forms) through a resin impregnation system. Each fibre is coated with a specially formulated resin; the process is controlled to ensure full “wetting out” of the fibre reinforcement. Excess resin is then removed to expel any trapped air and to compact the fibres.
The coated fibres are passed through preforming guides to align reinforcement and preform the part to the desired shape before entering the heated die. The shape and dimensions of the end product are ultimately determined by the die cross section. The temperature of the die is carefully controlled to ensure that the composite is fully cured, the rate of reaction is controlled by heating and cooling zones in the die.
click here to view a large image
2.3 Resin Transfer Moulding
Overview
RTM is a low pressure moulding process, where a mixed resin and catalyst are injected into a closed mould containing a fibre pack or preform. When the resin has cured the mould can be opened and the finished component removed.
A wide range of resin systems can be used including polyester, vinylester, epoxy, phenolic and methyl methacylates etc, combined with pigments and fillers including aluminium trihydrates and calcium carbonates if required.
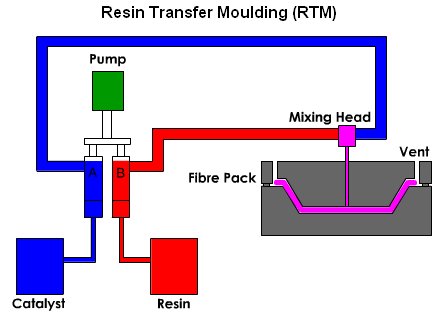
The fibre pack can be either, glass, carbon, arimid, or a combination of these. There are a large variety of weights and styles commonly available.
2.4 SMC / DMC Moulding
Overview
How The Materials Are Made DMC & BMC
Manufactures of DMC/BMC compounds is a batch process. The ingredients, chopped glass fibres, resin, mineral fillers, catalysts and a mould release DMC Conduit Box agent are loaded into a special mixer. Output from the mixer is in a flock form which is subsequently extruded in a rope type extrusion.
click here to view a large image
SMC
Manufacture of SMC is a continuous in-line process. The material is sheathed both top and bottom with a plastic film. A Paste is prepared comprising resin, styrene, heat activating catalysts, inert fillers, release agents and thickeners. The paste is spread uniformly onto an SMC Junction Box the bottom film. Chopped glass fibres are randomly deposited onto the paste. The top film is introduced and the sandwich is rolled into a pre-determined thickness. The sheet is allowed to mature for 48 hours.
2.5 Other GRP Moulding Techniques
Hand Lay-Up/Spary Lay Up
Usually involves impregnation of glass fibre mat with a liquid polyester mix. Hand Lay-up is a method of producing composite structures by hand applying composite materials in successive layers on a tool or mould that defines the part geometry. Spray lay up is essentially a variant on this process that involves spraying the matetial into the mould. A 'Gel Coat' can be incorporated provides a good surface on the mould side.
Resin Transfer Moulding
The molten resin is transferred by pressure from a meltpot into a mould, which is at a temperature above the meltpoint of the resin. This higher temperature is important for the filling of moulds with high flow length, high wall thickness ratios and to allow for shrinkage compensation.
Pultrusion
Pultrusion is a continuous process for manufacturing composites in rods, tubes and structural shapes having constant cross sections. After the reinforcement is passed through the resin-impregnation bath, it is drawn through a shaping die to form the desired cross section ; curing takes place before the laminate can depart from the cross section.
Filament Winding
Is a continuous, automated fabrication method that can be highly automated and repeatable with relatively low material costs. A long, cylindrical tool called a mandrel is suspended horizontally between end supports, while the "head" - the fibre application instrument - moves back and forth along the length of the mandrel as it rotates on the horizontal axis, placing fibre onto the tool in a predetermined configuration. In most applications, the filament winding apparatus passes the fibre material through a resin "bath," just before the material touches the mandrel. This is called "wet winding." Towpreg - continuous fiber pre-impregnated with resin - also can be wound, eliminating the need for an on-site resin bath. In a slightly different process, fiber is wound without resin ("dry winding"). The dry shape is then removed and used as a preform in another moulding process, such as resin transfer molding (RTM).
Reaction Injection Moulding
These procedures produce polymers made by reaction during moulding such as polyamides (thermoplastics) or polyurethanes, unsaturated polyesters, epoxies and phenolics (thermosets). RIM can be done using injection or transfer moulding.
Injection Moulding
Injection Moulding of thermosets Basically this is the same process as used for thermoplastics, modified to avoid hardening of the plastic in the machine. The materials used are widely known as Dough or Bulk Moulding Compounds (DMC or BMC). In sheet form they are known as Sheet Moulding Compound (SMC) Applications include electrical switch and fuse boxes, domestic electrical equipment, microwave containers and tableware. It is also used for business machine housings, gas and electricity meter housing and dish aerials.
3) Secondary Processing / Finishing
3.1 Welding
Overview
Plastic products cannot always be made in one piece. Design and tooling constraints sometimes make it more economical and/or advantageous to tool the product as two or more pieces. Post moulding joining of the parts provides a means of achieving an end solution Which Method? The choice of which method of joining ultimately depends on the parts material, geometry and size, process capability, volume and cycle time desired. Other considerations such as capital costs will have a bearing on the choice.
Applications:
Design and tooling constraints sometimes make it more economical and/or advantageous to tool the product as two or more pieces. Post moulding joining of the parts provides a means of achieving an end solution.
3.2 Thermoplastic Fabrication
Overview
The Industrial Fabrication process of Thermoplastics is a secondary manufacturing process which can be defined as the use and further modification of primary manufactured sheet, pipe, lining and moulded or formed profiles using compatible materials and welding methods to produce a final product or system which can be used in conjunction with or in isolation from non-thermoplastic materials in the provision of a service, facility, system or process in a diverse range of Industrial applications.
3.3 Hard Coating Process
Overview
Hard coatings are a specially formulated treatment which are applied to plastic substrates in liquid form and cured, usually using heat or UV energy. They can be applied using many different methods such as spray, flow, roll or dip coating.
4) Pre processing Technologies
4.1 Drying of Polymer
Overview
Most raw plastic material looks dry. However, everything is not always what it seems. Hygroscopic materials such as Polycarbonate, Nylon and PET to name just three, attract moisture from the surrounding air. So, although it is manufactured “dry” by the time it gets to the processor it will have some moisture content. Relevant processes include Dehumidifying Dryers, Rotary Wheel Dryers, Low Pressure Dryers and Vacuum Dryers
sponsored by:
(1).jpg)
4.2 Blending and Dosing
Overview
Dosing introduces one chosen material element, such as concentrated colour, into the flow of material going into the processing machine. Blending however, controls not just the additive going into the processing machine, but all of the necessary components for the recipe.
sponsored by:
5) Recycling
Overview
All plastics can be recycled however the extent to which they are recycled depends upon both economic and logistic factors. As a valuable and finite resource, the optimum use for most plastic after its first use, is to be recycled, preferably into a product that can be recycled again. The UK uses over 5 million tonnes of plastic each year of which an estimated 19% is currently being recovered or recycled. This figure is expected to increase significantly to over 25% of the all plastics consumed in the UK by 2010.
Applications:
All plastics can be recycled. The extent to which they are recycled depends upon both economic and logistic factors
6) Static Control Problems in the Plastics Industry
Problems with static electricity in the plastics industries are numerous. Processes where static charge can be an issue include injection moulding, blow moulding, thermoforming, rotational moulding, parts conveying and collection and assembly processes.
The primary problems resulting from high levels of static charge are:
- Dust Attraction & Contamination
- Process Control & Quality Problems
- Operator Shocks

7) Process Costing Guide
Note
1. Rotational moulding using very simple equipment
2. Rotational moulding using sophisticated equipment
1.13 Rotational Moulding
Overview
Rotational moulding (often referred to as Rotamoulding or Rotomoulding) is a process used for producing hollow plastic products. By using additional post-moulding operations, complex components can be produced enabling the process to compete effectively with other moulding and extrusion practices.
click here to view a large image
Rotational moulding differs from other processing methods in that the heating, melting, shaping, and cooling stages all occur after the polymer is placed in the mould, therefore no external pressure is applied during forming.
This provides the following advantages Economically produced large products, Minimum design constraints, Stress-free products, No polymer weld lines and Comparatively low mould costs.
sponsored by: